专注耐火材料研发与生产
本公司产品由中国人民财产保险有限公司承保
24小时服务热线
13333816655
专注耐火材料研发与生产
本公司产品由中国人民财产保险有限公司承保
13333816655

公司新闻
PRODUCT CENTER
耐材常识
INDUSTRY TRENDS
企业案例
BUSINESS CASE
联系我们
CONTACT US联系电话:13333816655
公司邮箱:sjhnhcl@163.com
公司地址:河南省新密市宋楼工业园区
发布人:超级管理员
发布时间:2025-09-28 17:24:33
浏览量:
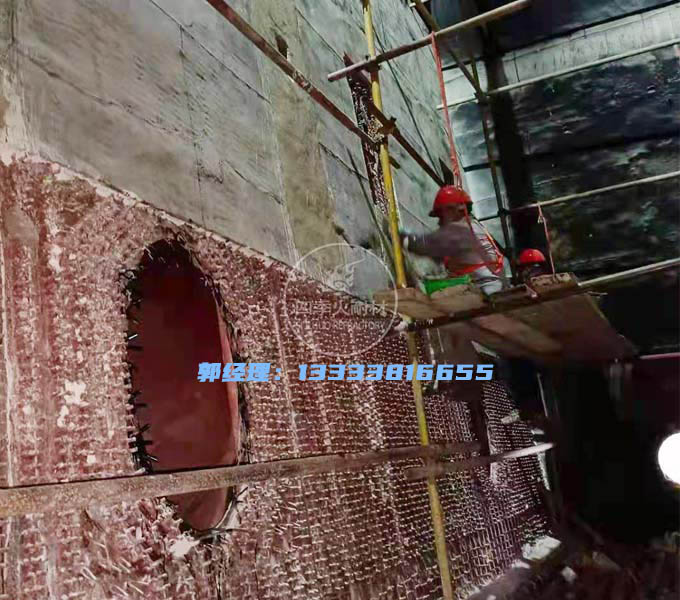
循环流化床锅炉炉膛内部的物料处于不停的流态化的状态。人炉煤颗粒直径一般控制在lOmm以内,石灰石通过落煤管侧管道以及返料器管道已高压气体打人炉内,加入的煤矸石颗粒、石灰石与床料进行强烈掺合。流化床锅炉物料颗粒度大、流速快,造成的磨损不可忽视,因此耐火浇注料的质量是影响流化床锅炉正常运行的关键。

循环流化床锅炉耐火浇注料耐磨可塑料选型:
1耐磨可塑料
我们采用可塑料、固化剂、粘结剂分开包装,现场调配的生产工艺 。施工时应首先整理场地和工具并划定工作地点,工作场所应开阔通风。加入主料和粘结剂,充分搅拌达施工要求,粘稠度应合适。固化剂加入量可视环境温度固化时间适当调整,天气干燥根据初凝时间适当减少,如修补如落煤管、落闸管等高温、小体积部位,凝固时间很快,可不加或少加凝固剂,可塑料能够在短时间内自行凝固并达到要求强度。可塑料施工时间为30~60min固化初凝后的材料不能再次使用。
2耐火浇注料
耐火浇注料配比均匀后加水混合,根据气温和现场施工要求决定搅拌量,混配后的浇注料在规定时间内用完,存放时间不宜过长,一般不超过2h,材料发生凝固反应后不得继续使用。
3检修工艺
3.1耐磨耐火材料施工要求
(1)施工前,保证敷设部位清洁,若使用可塑料修复,应适当涂刷粘结剂 。
(2)对材料的振捣要均匀。若施工部位深度较大,应从下到上分层灌注或填料,每层完成后均需进行振捣和压实,保证内部无空洞部位(空洞部位在运行中往往出现严重超温现象),材料初凝后用小锤或硬物进行全面的敲击检验,响声为沉闷为已密实合格,若声音洪亮并伴有延音即为内部存在空洞,应将对应部位外刚板割除,对空洞部位重新添补。
(3)若施工面积较小,宜采用手工填补的方式进行修复,在修复前应仔细检查是否需要加焊抓丁;若修补面积较大,应灌填浇注料,施工后表面应平整、光滑 ,尺寸应符合图纸要求。
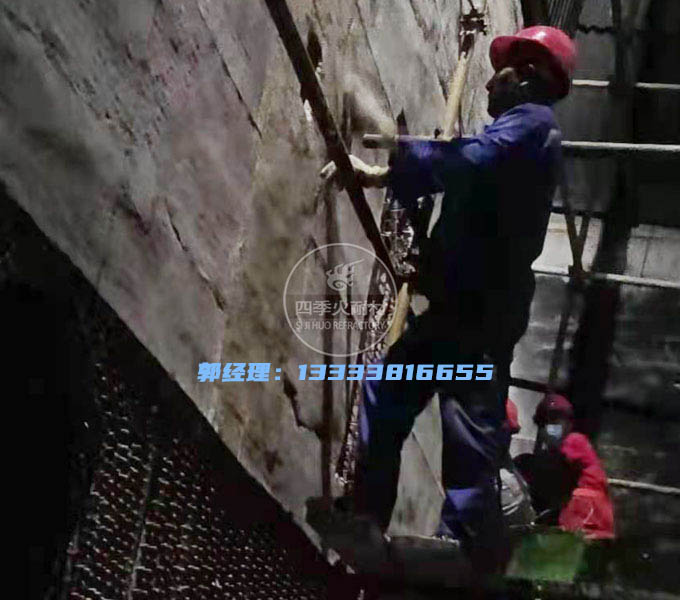
3.2抓丁和耐热钢筋施工要求
在耐磨耐火浇注料施工前,应先进行锚固件焊接,本厂多采用“Y”型钉和“V”型钉,炉内吊屏下部、特殊部位(让管部位、产生形变部位及物料流向改变部位等 )、严重磨损部位等一般配制中6mm的“v”型钉进行固定,材质 1Crl8Ni9Ti或更高。需要指出的是,原管屏一般采用 10mm销钉,但实际检修中我们发现,在施工过程中销钉易脱落,脱落的销钉会带走管壁组织 ,导致管壁变薄甚至破坏 ,为了降低风险提高安全保障,我们在施工过程中基本采用“v”型钉在鳍片上焊接的方式 ,经过大量的运行实践表明,这种方法更加安全和可靠。焊接前对抓丁选型,严禁代用和错用,并严格控制间距,本厂 6mm “V”型钉间距一般控制在70一lOOmm,350mm“Y”型钉 一般控制在 150—200mm。
(1)烘炉启动
a启动点火风道燃烧器小流量枪,首先以低油压、小油量投运,稳定后,逐渐将供油量加大 严格依照温升曲线进行升温和保温 ;b.启动风道燃烧器大油枪,以低油压、小油量低烟温投运,燃烧稳定后,逐渐加大油量,严格依照温升曲线进行升温和保温。
(2)布置和数量
点火风道 2只油枪,一大(1.2t/h)一小(0.8t/h),每侧 2只。
(3)烘炉曲线
a.以温升速率 ≤20℃/h,升温至130+20℃恒温12小时;b.以温升速率 ≤20qC/h,升温至 230±50℃恒温12小时;c.以≤30℃/hr降温速率进行降温 ;d.降温至 80%后打开人孔门进行降温 .e.烘炉结束拆除炉内支架及隔墙,内部清扫干净。
流化床锅炉燃烧性能在实际操作中大体可以达到设计预想,但运行周期往往得不到保障多发泄漏、爆管事故,通过大量实践我们发现,出现类似问题的多发原因是磨损量过大,主因就是耐火浇注料在选型和施工工艺存在问题 。因此耐火浇注料的正确选型,尤其是材料的施工控制都非常关键。
高铝浇注料厂家郑州四季火耐火材料有限公司,建于2000年,拥有3条浇注料生产线,生产高铝浇注料,耐磨浇注料,钢纤维浇注料,轻质浇注料,浇注料预制件等耐火浇注料系列。
CopyRight © 2018 郑州四季火耐火材料有限公司 All Rights Reserved 豫ICP备14013792号-3,豫公网安备41018302000547号
服务热线
微信好友